FIRE RETARDANT LAMINATES
FIRE RETARDANT LAMINATES
Stylam Fire Retardant Laminates have superior resistance to flame propagation and are designed to perform in most demanding environments.
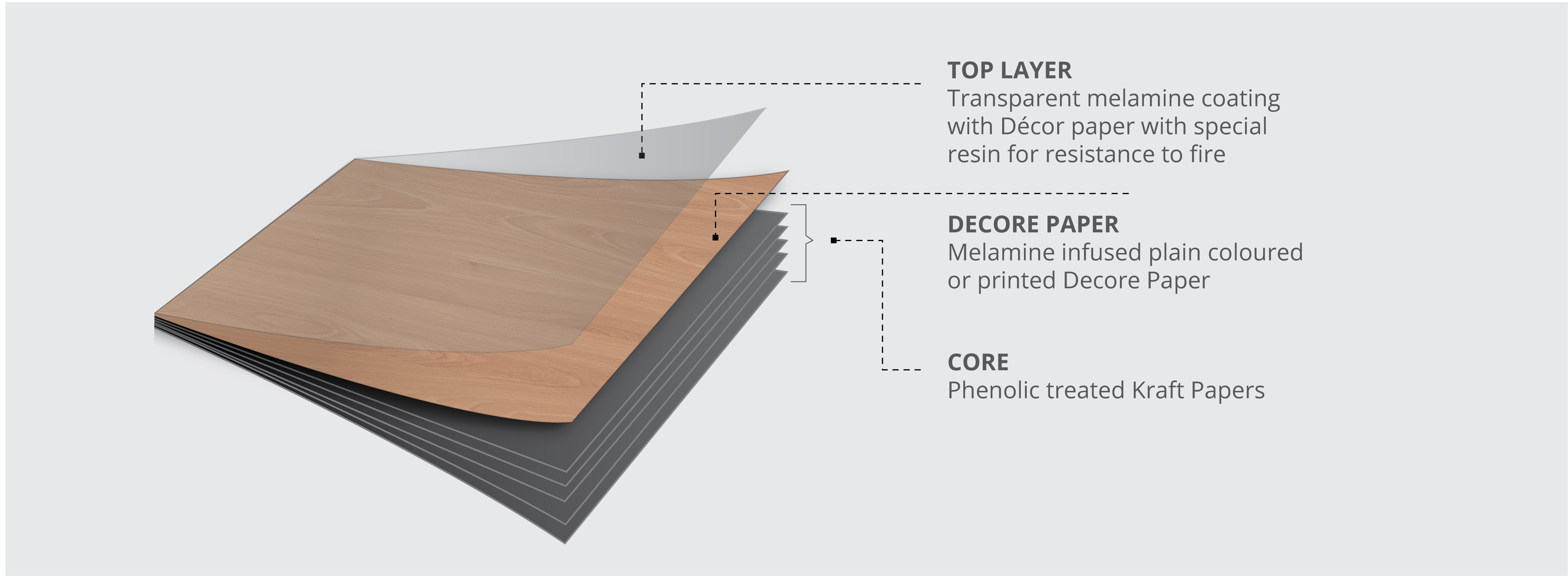
These laminates are engineered with imported fire retardant agents along with special decorative paper impregnated with melamine resin and Kraft paper with Phenolic Resin. They are available in the thickness 6mm & above industry best Euroclass B-s1,do fire classification and have been certified by Applus Laboratory Spain.
Stylam is the only manufacturer In India to launch fire retardant thin laminates as low as 0.8mm with Euroclass C-s2,do fire classification.
Stylam Fire Retardant Laminate is the preferred choice for interiors as they combine creativity with added safety features. This product is known for its superior flame resistance and high level of strength.
SHEET THICKNESS
Compact panels
(6 mm and above)
Thin sheets
(0.8 mm and above)
SHEET SIZE
1220 mm x 2440 mm
1300 mm x 2800 mm
1300 mm x 3050 mm
1860 mm x 3660 mm
1860 mm x 4320 mm
PRODUCT CONSTRUCT
FEATURES & ATTRIBUTES

Very low propagation of flame

Delay Temperature Rise

Resistant to Steam

Eliminates Toxic Smoke
Fire Retardant Laminates: Essential Protection for Safe Interiors
Fire-resistant laminates provide an essential degree of interior protection, guaranteeing security without sacrificing design. These laminates are perfect for both residential and commercial applications since they are specifically designed to resist fire and reduce the spread of flames. They provide comfort in settings where fire safety is a top concern by fusing sophisticated fire-retardant qualities with an attractive appearance.
Key Benefits of Fire Retardant Laminates
Fire retardant laminates are not just about safety; they also offer durability and versatility. They are resistant to heat, impact, and scratches, making them suitable for high-traffic areas. Additionally, these laminates are available in a wide range of designs, allowing you to maintain the desired look while ensuring safety.
Heat Resistant Laminate Sheets: Durable Solutions for High-Temperature Areas
Heat-resistant laminate sheets are specifically designed to withstand high temperatures, making them perfect for kitchens, laboratories, and other environments exposed to heat. These sheets maintain their structural integrity and appearance even when subjected to high temperatures, ensuring longevity and safety.
Applications of Heat Resistant Laminate Sheets
These laminate sheets are frequently utilized in places like kitchen countertops and lab workstations where surfaces are subjected to heat. They are perfect for environments that need high-performance, long-lasting surfaces because of their resistance to heat. The heat-resistant qualities also ensure that the laminate remains free from damage, keeping its aesthetic appeal over time
Fire Resistant Laminate: Combining Safety with Style
Any area where fire safety is an issue needs to have e fire-resistant laminates. These laminates are perfect for public buildings, schools, hospitals, and other locations where safety is of the utmost importance since they are designed to resist ignition and stop the spread of fire.
Why Choose Fire Resistant Laminate?
Selecting laminate that is fire resistant is putting safety first without compromising design. Because these laminates come in a range of colors and finishes, there is flexibility in terms of aesthetics. In addition to their fire-resistant properties, these laminates are also durable, easy to clean, and resistant to wear and tear, making them a practical choice for various applications.
Versatile Applications of Fire Retardant Laminates
Fire retardant laminates are versatile and can be used in various settings, including commercial buildings, residential areas, and public spaces. Their primary function is to enhance fire safety, but they also contribute to the overall durability and longevity of the surfaces they cover.
Fire Retardant Laminates in Commercial Spaces
In commercial settings, fire retardant laminates are particularly valuable. They provide the necessary safety measures required by regulations, while also offering an aesthetically pleasing surface that can withstand heavy use. These laminates are ideal for office buildings, hotels, and shopping centers where safety and style are important.
Choosing the Right Fire-Resistant and Heat-Resistant Laminates for Your Needs
It’s important to take your space’s unique requirements into account when choosing laminates. Knowing the essential characteristics of each type of laminate can help you make an informed choice, whether you need heat-resistant laminate sheets for a kitchen or fire-resistant laminate for a public building.
Tips for Selecting the Best Laminates
Assess Your Needs: Assess which is more important for your application: heat resistance or fire resistance.
Consider Aesthetics: Select laminates that go well with the style and color palette of your room.
Evaluate Durability: Make sure the laminate you choose is strong enough to survive the environment in which it will be installed.
Compliance with Safety Standards: Make sure the laminates adhere to all applicable fire and heat-resistant safety regulations.
Explore wide range of Performance laminates also
FAQ'S
Fire retardant laminates are specially designed to resist ignition and slow the spread of flames. They typically contain fire-resistant additives in their core and surface layers, which help to reduce flammability and smoke generation. These laminates often meet strict fire safety standards, making them ideal for use in public buildings, transportation, and other high-risk environments where fire safety is crucial.
Heat resistant laminate sheets are engineered to withstand higher temperatures without warping, blistering, or discoloring. They typically feature a special composition that can endure prolonged exposure to heat sources like hot pans or laboratory equipment. This makes heat resistant laminate sheets ideal for kitchen countertops, laboratory surfaces, and industrial applications where standard laminates might fail under high-temperature conditions.
Fire resistant laminate is particularly valuable in applications where fire safety is paramount. It’s commonly used in:
Public buildings such as
Schools, hospitals, and office complexes
Transportation interiors
including aircraft, trains, and ships
High-rise residential buildings Industrial settings with increased fire risks
Fire resistant laminate helps to meet building codes, reduce property damage in case of fire, and most importantly, provide crucial extra time for evacuation, potentially saving lives.
APPLICATIONS
ALIGNMENT & ORIENTATION:
- Vertical
- Horizontal
SUITABLE & IDEAL FOR:
- Furniture in public places like Airports, Hotels, Office Buildings, Shopping Malls, Multiplexes and institutions such as Hospitals and Schools
- Kitchens and other fire prone areas in residences (Cabinets, Interior Doors, Wall Panels etc)
- ShipBuilding Industry