.jpg)

.jpg)
.jpg)
.jpg)
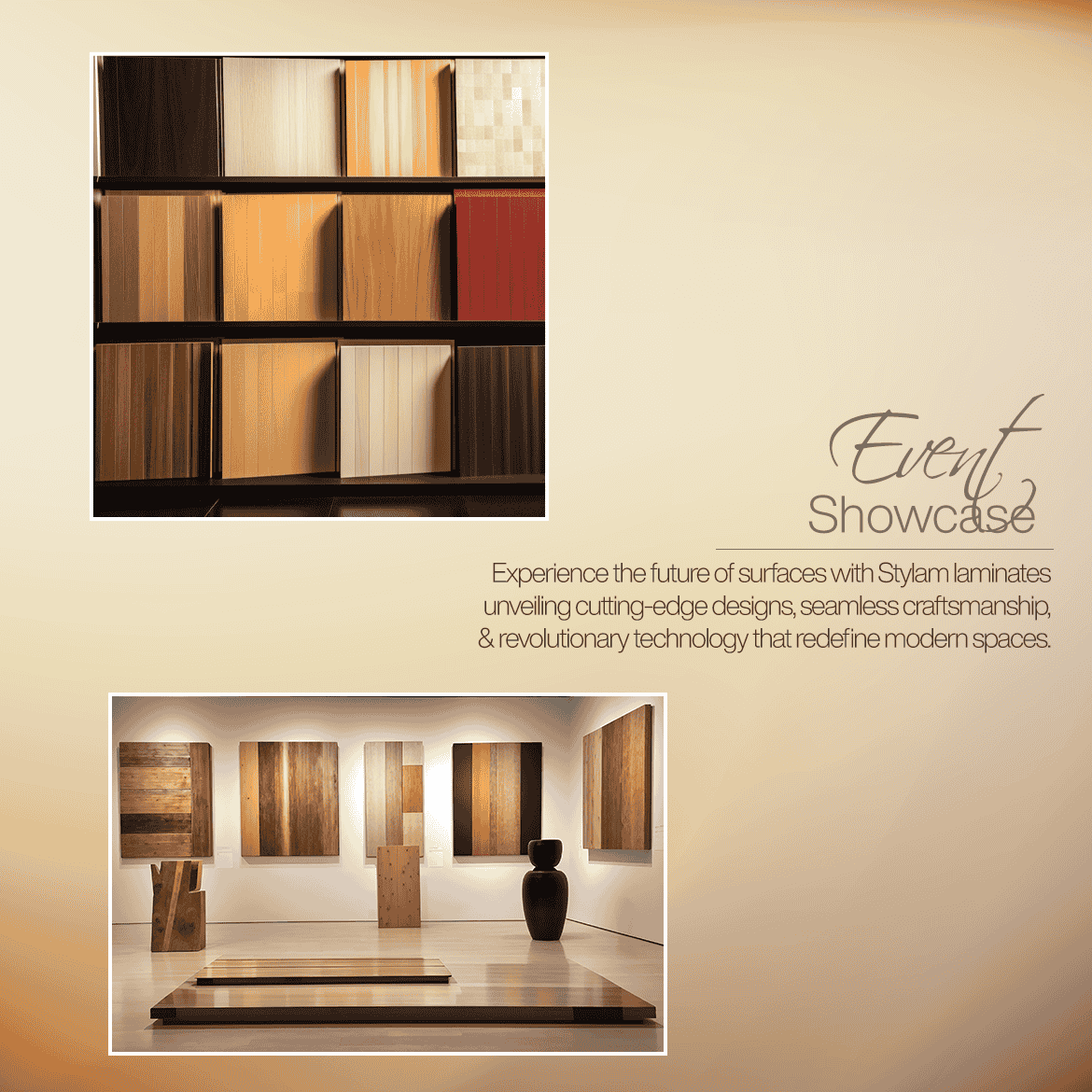
Stay ahead of the curve with our latest innovations, designs, and surface solutions crafted for modern spaces.


 Elevate Exteriors with Style and Strength.
Elevate Exteriors with Style and Strength.

 Compact Solutions for Lasting Impact.
Compact Solutions for Lasting Impact.

 Seamless 100% Solid Surface for Seamless Elegance.
Seamless 100% Solid Surface for Seamless Elegance.

 Versatile Laminates for Every Design Need.
Versatile Laminates for Every Design Need.

 Unleash Creativity with Customized Laminates
Unleash Creativity with Customized Laminates

 Flawless Surfaces, That Stay Smudge-Free
Flawless Surfaces, That Stay Smudge-Free

 Unmatched Shine. Uncompromised Quality.
Unmatched Shine. Uncompromised Quality.

 Built to Withstand the Toughest Challenges.
Built to Withstand the Toughest Challenges.

 Reflective Elegance for Distinctive Interiors
Reflective Elegance for Distinctive Interiors

 Authentic Texture, Exceptional Durability
Authentic Texture, Exceptional Durability

 Uniform Beauty Inside and Out
Uniform Beauty Inside and Out

 Write, Erase, and Innovate with Ease
Write, Erase, and Innovate with Ease

 Prelam Boards That Stay Pristine, Always
Prelam Boards That Stay Pristine, Always

 A Dazzling Finish for Every Application
A Dazzling Finish for Every Application

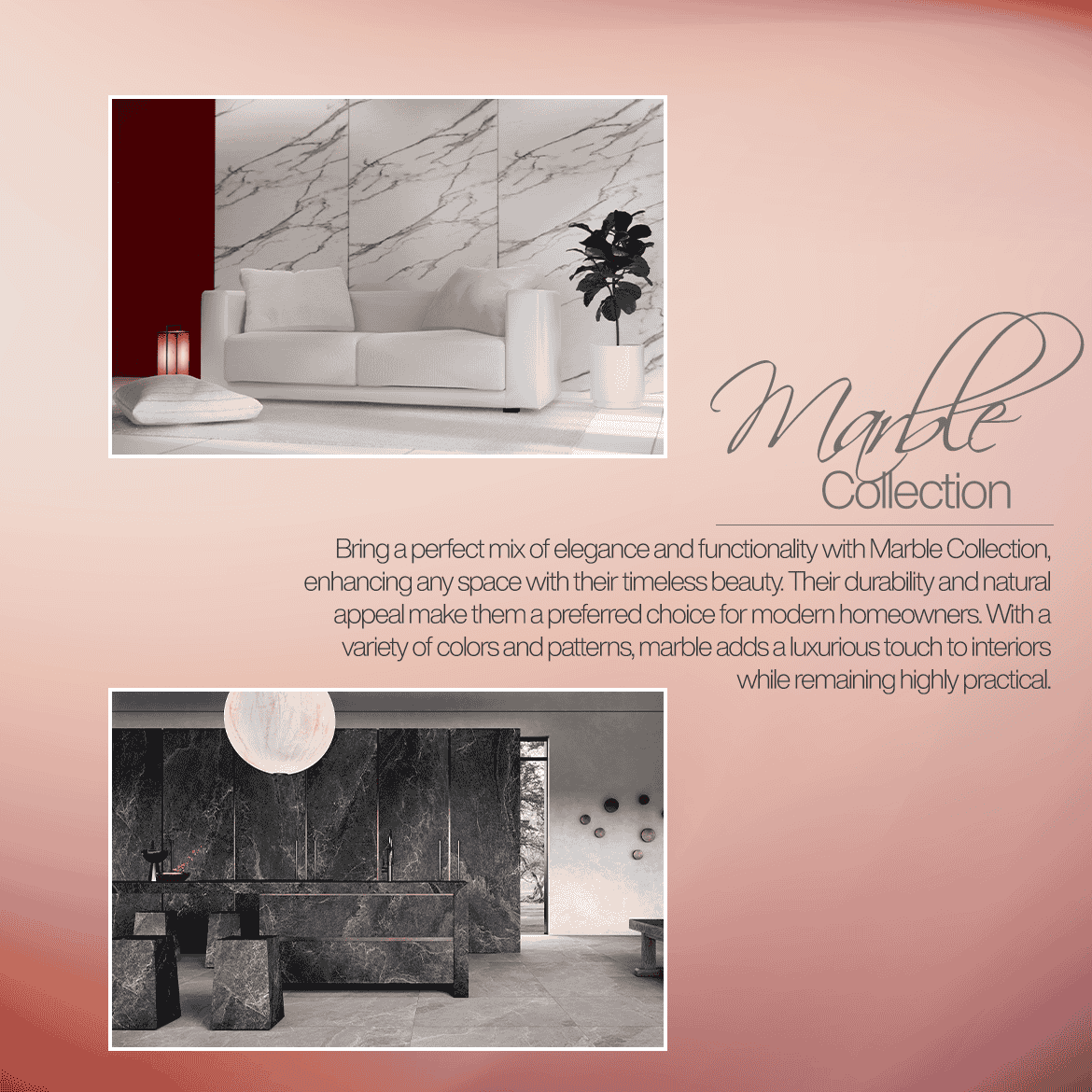
 Luxury Reimagined in Timeless Perfection
Luxury Reimagined in Timeless Perfection
Our commitment to quality begins with the selection of premium raw materials. We use sustainably sourced kraft paper, decorative papers, and high-grade resins to create laminates that are not only durable but also environmentally responsible. Our processes ensure minimal environmental impact, leveraging post-consumer recycled content and eco-friendly manufacturing technologies.
This dedication to sustainability and quality guarantees surfaces that meet the highest global standards, offering unmatched performance and design versatility for modern spaces.





Enter the Stylam world with the Virtual Design Studio. Implement your ideas and visions flexibly and digitally.
Visualise your ideas now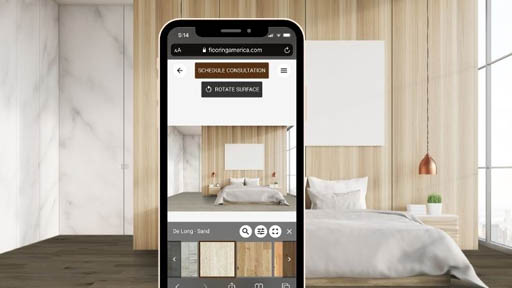

Here you will find downloads for all interior fittings, floor coverings and construction products at a glance.
Find out more
Our team will review your application and get back to you if your profile matches our requirements.